Комплексное обследование установки - залог эффективности будущей СУУТП
Стратегия проекта по внедрению СУУТП, как правило, включает четыре этапа продолжительностью не более 10-12 месяцев.
Этап 1. Обследование объекта внедрения
- выявление «проблем» с КИП и настройкой PID-регуляторов;
- рекомендации по новым средствам измерений и контроля;
- переконфигурирование схем регулирования (при необходимости);
- определение базового режима работы установки;
- анализ системно-интеграционных решений;
- сбор данных о процессе и производственных показателях;
- предварительный расчет эффективности СУУТП;
- предварительное тестирование установки;
- разработка ТЗ с детализацией задач управления и оптимизации, а также гарантийных показателей работы СУУТП.
Этап 2. Техно-рабочее проектирование СУУТП
- основное пошаговое тестирование и обработка полученных данных;
- разработка/адаптация прикладного программного и математического обеспечения MPC и ВА.
Этап 3. Ввод СУУТП в эксплуатацию
- инсталляция программного обеспечения;
- автономные (системно-интеграционные) испытания;
- пуско-наладочные работы.
Этап 4. Опытная эксплуатация СУУТП
- подстройка параметров СУУТП в ходе опытной эксплуатации;
- оценка технико-экономической эффективности;
- приемочные испытания и передача в промышленную эксплуатацию.
Теоретически, существующая этапность работ является достаточной для успешного внедрения СУУТП. На практике же в ходе реализации проекта возникают сложности, которые в конечном счете снижают эффективность СУУТП, а в некоторых случаях приводят к ее деградации. Эти сложности часто в силу объективных причин (сжатые сроки, сложность и многообразие технологического оборудования) «перерастают» в неразрешимые задачи:
Задача №1. Выявленные в ходе обследования базового уровня автоматизации «проблемы», требующие замены КИП или средств управления, не решаются в сроки, отведенные на разработку и внедрение СУУТП.
Задача №2. В лучшем случае – инженер-разработчик СУУТП, располагая возможностями для «глубинного» анализа истории процесса, может выявить существенное непостоянство технологического режима или сырья, что приводит к необходимости:
- обоснования выбора базового режима (режимов) СУУТП,
- использования «продвинутого» нелинейного контроллера СУУТП, которого может не быть у разработчика,
- построения нескольких динамических моделей линейного контроллера для каждого режима установки с различными коэффициентами усиления, на что может не быть времени.
Задача №3. В худшем случае – в силу объективных причин инженер-разработчик не выявит реально существующего многообразия технологических режимов, а разрабатываемая для одного режима СУУТП окажется неработоспособной.
Задача №4. Если установка работает «на пределе», т.е. при нагрузке, превышающей «запасы» проектной, то «оптимистичные» ожидания Заказчика в части повышения эффективности эксплуатации неуместны, установка не обладает технологическим потенциалом, а СУУТП не улучшит ситуацию.
Задача №5. Качество динамической модели котроллера MPC и ВА определяется решением задач №2 и №3, а также наличием предварительно разработанной рекомендуемой структуры модели и ее альтернативных вариантов (особенно в части ВА).
Решение таких задач следует осуществить путем проведения заблаговременных дополнительных процедур со стороны Заказчика.
Компанией «ЭИТЭК ИНЖИНИРИНГ» предлагается одну из таких услуг – ПРОЦЕДУРУ КОМПЛЕКСНОГО ПРЕДВАРИТЕЛЬНОГО ОБСЛЕДОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА на основе методов аналитического моделирования и статистического анализа исторических данных. Основной предпосылкой (рис. 1) к проведению такой процедуры является риск внедрения неэффективной системы усовершенствованного управления.

Особенность процедуры – использование строгой компьютерной модели технологического процесса, построенной на полугодовой выборке исторических данных. Модель строится с применением пакета моделирующих программ HySys, ChemCad, PRO II. Процедура не требует проведения промышленного эксперимента (тестирования). В отличии от традиционного предварительное обследование ПРЕСЛЕДУЕТ ИНЫЕ ЦЕЛИ:
- обосновать целесообразность внедрения СУУТП;
- выяснить, имеет ли установка дополнительный (скрытый) технологический потенциал для повышения эффективности ведения процесса с использованием методов усовершенствованного управления;
- выявить факторы, препятствующие работоспособности будущей СУУТП и определить мероприятия по их устранению;
- сформировать критерии экономической эффективности будущей СУУТП и «прозрачную» методику их расчета;
- сформировать предварительную структуру динамической модели котроллера MPC, а также структуру ВА.
Организация, сроки, стоимость и результаты процедуры комплексного предварительного обследования
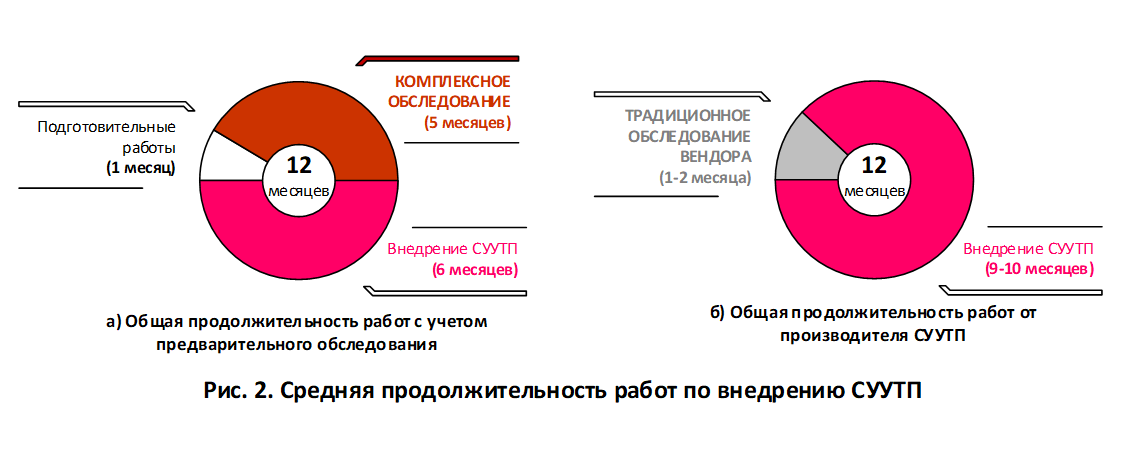
Продолжительность комплексного предварительного обследования составляет не более полугода (рис. 2) и включат подготовительные работы за счет Исполнителя. Цель подготовительных работ – разработка коммерческого предложения на проведение услуги и оценка потенциальных бенефитов от внедрения СУУТП на основе данных опросных листов. Основные работы обследования реализуются опционально с учетом временных и финансовых возможностей Заказчика.

ОСНОВНЫЕ РЕЗУЛЬТАТЫ обследования:
- задания на изменения КИПиА, САР с оценкой затрат;
- оценка потенциала технологического процесса;
- заключение о готовности установки к внедрению СУУТП;
- заключение о целесообразности внедрения СУУТП;
- предварительная структура СУУТП (MV-CV, DV-CV связи, ВА);
- критерии эффективности СУУТП и методика их расчета;
- расчетный экономический эффект:
- классический эффект СУУТП (ведение ТП вблизи границ),
- эффект от модернизации базового уровня АСУТП,
- эффект оптимизации ТП.
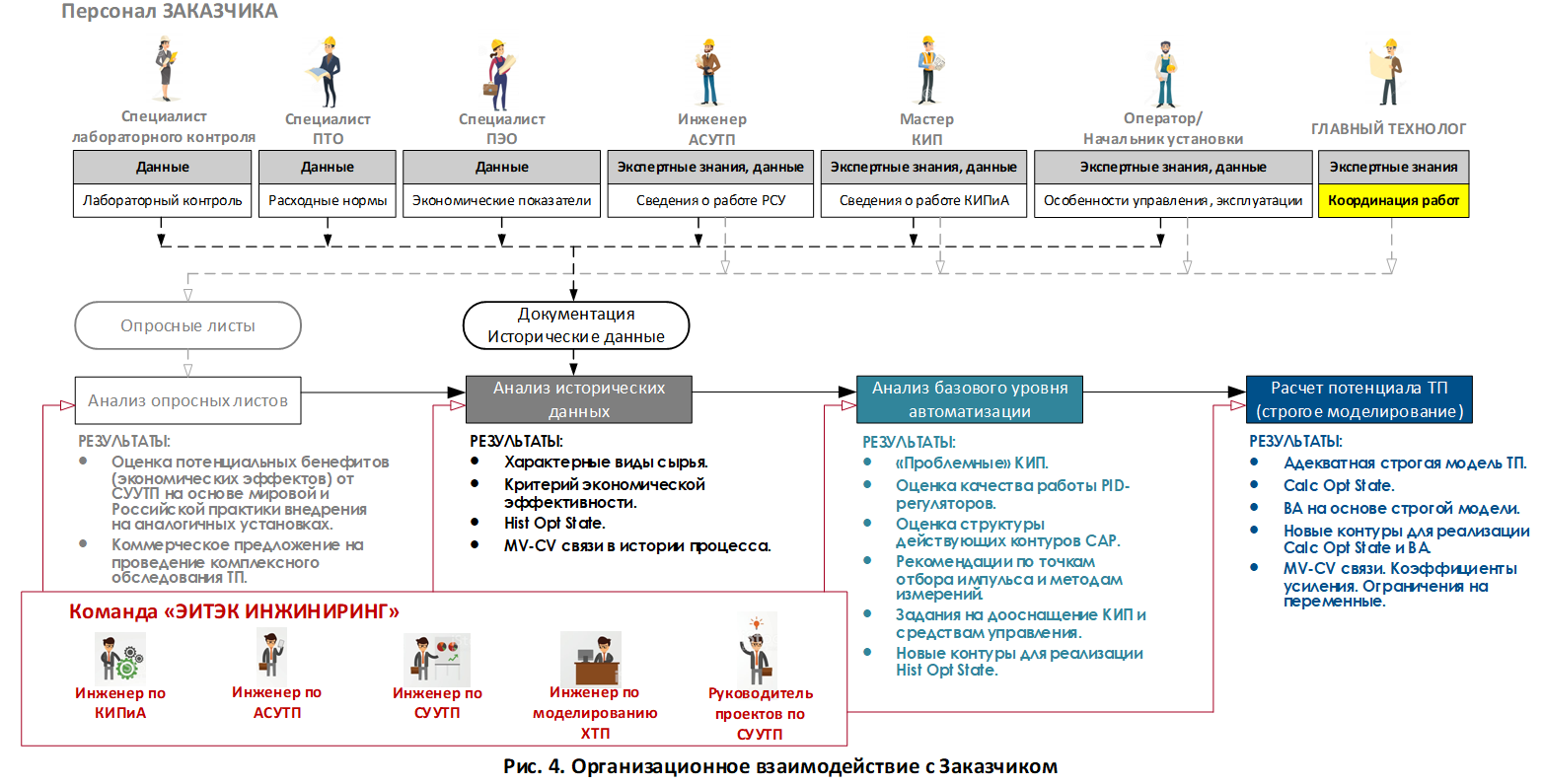
Организационное взаимодействие с Заказчиком (рис. 4) включает совместную работу по сбору и анализу информации со специалистами служб главного технолога и главного метролога, отделов АСУТП, ПТО, ПЭО, лабораторного контроля.
ТРЕБУЕМЫЕ ИСХОДНЫЕ ДАННЫЕ для проведения подготовительных работ:
- Принципиальная схема производства.
- Опросный лист «Общие сведения о производстве». Опросный лист «Основные сведения о технологическом процессе».
ТРЕБУЕМЫЕ ИСХОДНЫЕ ДАННЫЕ для предварительного обследования:
- Технологический регламент.
- Структурная схема АСУТП, монтажно-технологическая схема P&ID.
- Одномоментные видеокадры РСУ.
Исторические данные (параметры технологического режима, лабораторные анализы, расходные нормы).
Состав работ комплексного обследования
Опция 1. Анализ исторических данных
- Исследование исторического периода эксплуатации ТП от полугода до двух лет.
- Определение характерных видов сырья и соответствующих периодов эксплуатации установки (рис.5).

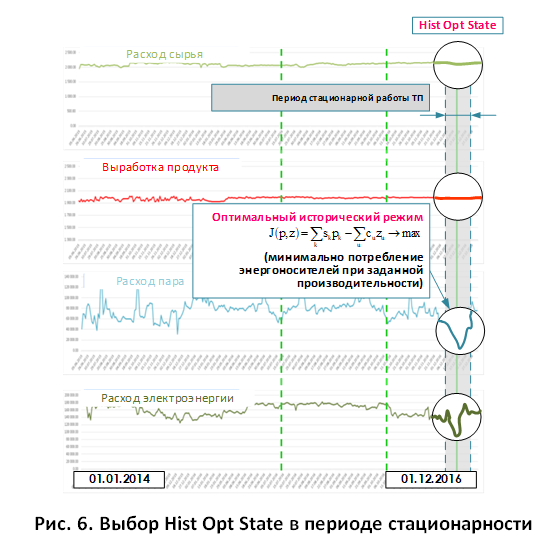
- Выявление периодов стационарности в истории процесса и оптимальных исторических режимов Hist Opt State для каждого характерного вида сырья (рис. 6). Задается критерий стационарности, учитывающий показания КИП. Формируется критерий оптимальности. Hist Opt State используется вкачестве базового для СУУТП.
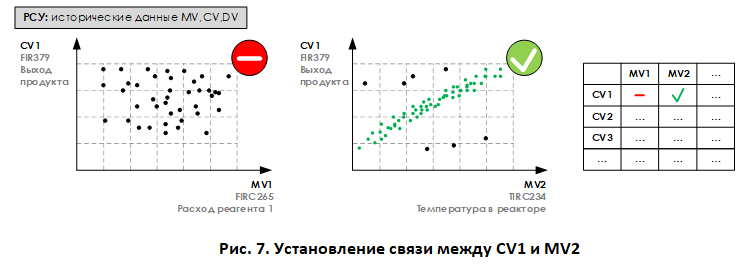
- Анализ MV-CV, DV-CV связей в истории технологического процесса
корреляционными методами (рис. 7).
Опция 2. Анализ базового уровня автоматизации
- Проведение статистической оценки показаний КИП, систем поточного и лабораторного анализа в исторической ретроспективе, а также проверка выполнения условий материального баланса в периоды стационарной работы установки с целью выявления приборов с недопустимой динамической погрешностью.
- Выявление причины неудовлетворительной работы клапанов, КИП, систем поточного анализа.
- Формирование рекомендаций по точкам отбора импульса и методам измерений.
- Выявление контуров, работающих в неавтоматическом режиме или не обеспечивающих требуемого качества регулирования с последующей настройкой регуляторов.
- ТЗ на дооснащение КИП и средствами управления.
- Формирование предложения по новым контурам для реализации Hist Opt State.
Опция 3. Расчет потенциала технологического процесса (строгое моделирование)
- Построение строгой математической модели в среде ChemCad, HySys или PRO II.
- Подтверждение адекватности (достоверности) модели путем оценки погрешности всех расчетных параметров в
сравнении с данными промышленной эксплуатации: показаниями КИП, результатами поточного и лабораторного анализа
(рис. 8). Проверка на адекватность для всех режимов стационарной работы.

- Расчет оптимального технологического режима Calc Opt State, обеспечивающего максимум критерия оптимизации, для
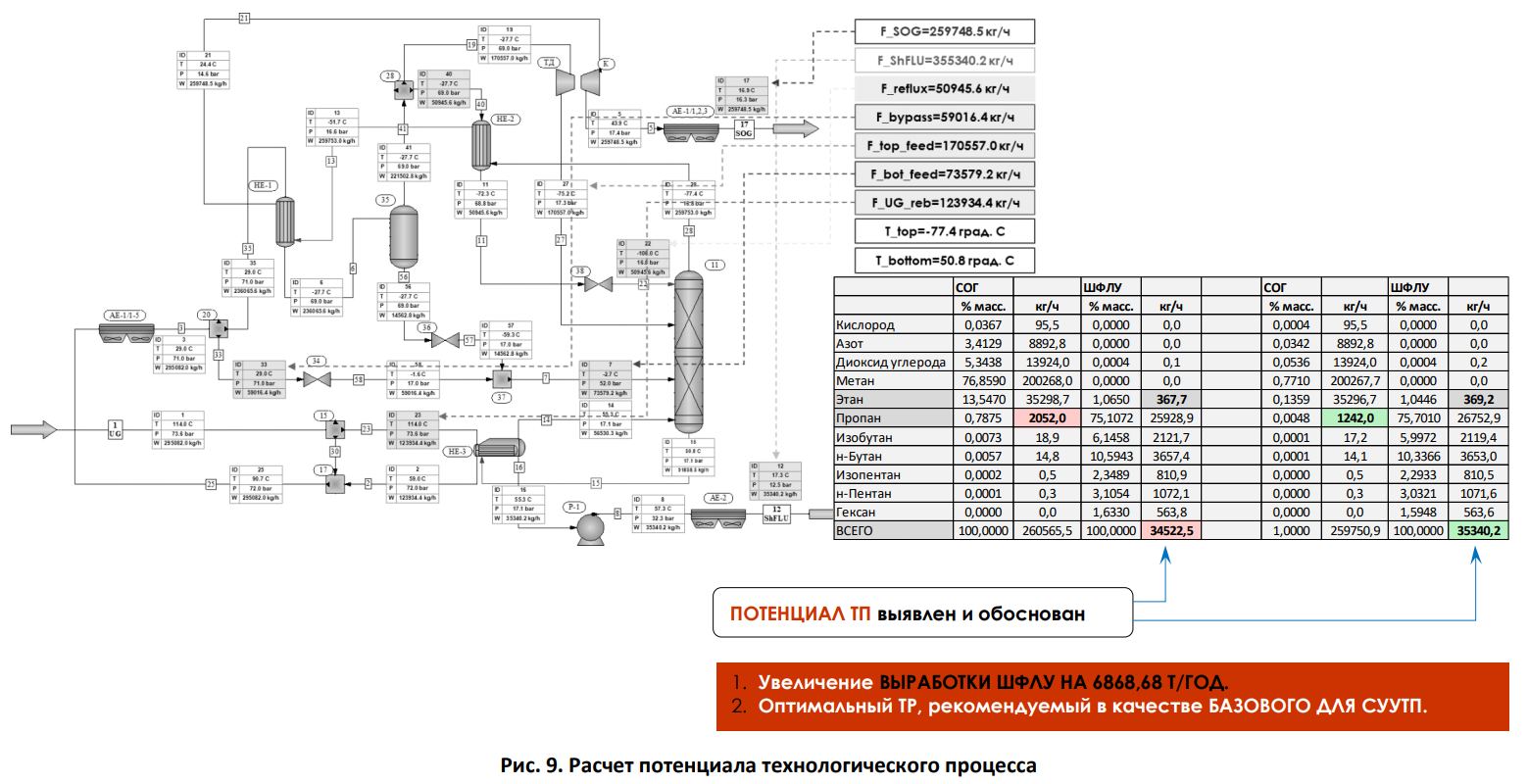
каждого характерного вида сырья. - Расчет потенциала технологического процесса (рис. 9) как разности между показателями эффективности для
оптимального ТР и текущего (либо среднегодового, либо наилучшего в истории процесса).
- Построение ВА на основе строгой модели, используемой для формирования выборки значений. Предварительный анализ
линейной и нелинейной структуры ВА (рис. 10). Исследование структуры ВА проводится регрессионными и
корреляционными методами.

- Выявление в процессе моделирования приборов, показания которых в сравнении с расчетными значениями отличаются
погрешностью, существенно превышающую среднюю. В дополнение опции 2 проводится анализ данных приборов на
предмет наличия «проблем». - Формирование предложения по новым контурам для реализации Calc Opt State и предлагаемых ВА.
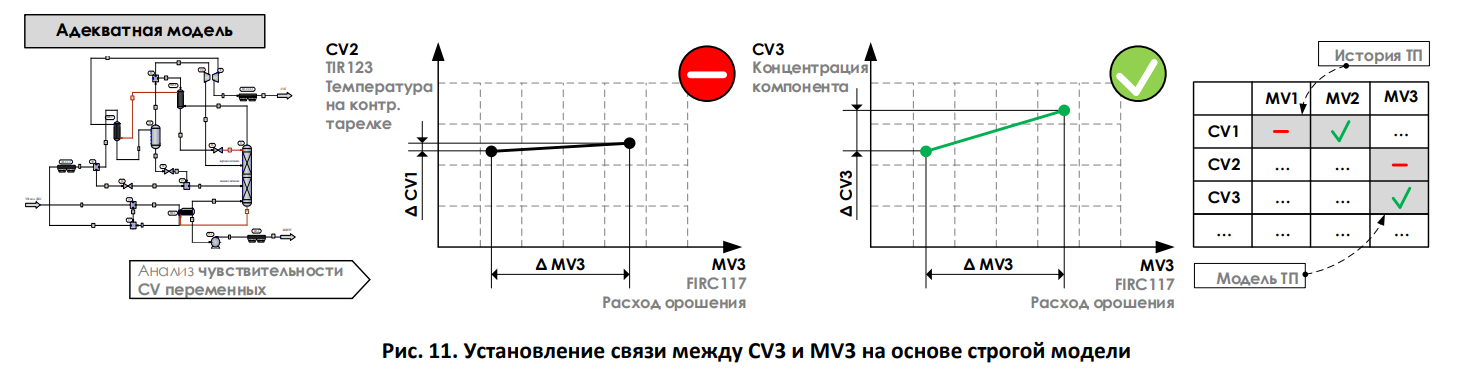
- Подтверждение и дополнение MV-CV, DV-CV связей, выявленных в истории процесса, исследованиями на основе модели
(рис. 11). Расчет для каждой связи коэффициента усиления и установление допустимые границы MV, CV переменных.