В большинстве тестов используется ступенчатое воздействие (рис. 3а), при котором входная переменная u (MV, DV) увеличивается/уменьшается на величину относительно текущего значения. Ступенчатое воздействие является весьма агрессивным и может привести к переходу процесса в новое стационарное состояние, не допустимое в условиях эксплуатации. В этой связи важны продолжительность и величина воздействия. Малое значение ![]() не позволяет получить истинные данные о динамике процесса, завышенное значение – приводит к потери устойчивости процесса. Рекомендуемая величина
не позволяет получить истинные данные о динамике процесса, завышенное значение – приводит к потери устойчивости процесса. Рекомендуемая величина ![]() :
:
![]()
где максимальное значение ![]() определяется существующими ограничениями на выходные переменные (CV). Кроме того, изменение не допустимо более чем на 5 % от текущего значения. Продолжительность теста – не меньше времени переходного процесса, определенного совместно с K в предварительном тестировании. Количество тестов – не менее 3 с различным значением
определяется существующими ограничениями на выходные переменные (CV). Кроме того, изменение не допустимо более чем на 5 % от текущего значения. Продолжительность теста – не меньше времени переходного процесса, определенного совместно с K в предварительном тестировании. Количество тестов – не менее 3 с различным значением ![]() .
.
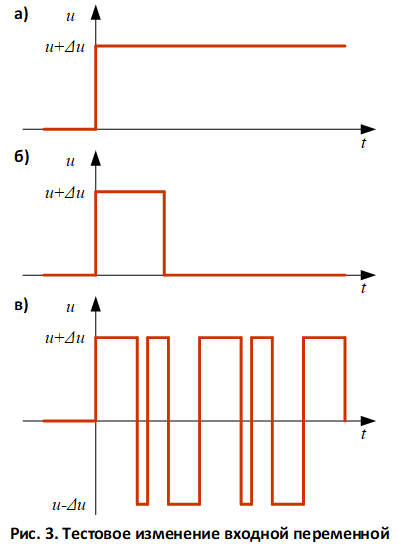
В случае теста типа прямоугольный импульс (рис. 3б) воздействие ![]() оказывается кратковременно. При реализации теста в форме псевдослучайной двоичной последовательности (рис. 3в) изменение u осуществляется на величину +
оказывается кратковременно. При реализации теста в форме псевдослучайной двоичной последовательности (рис. 3в) изменение u осуществляется на величину +![]() и —
и —![]() с помощью последовательности прямоугольных импульсов. Данные способы изначально предотвращают ситуацию выхода параметров процесса за пределы области ограничений, осуществляя «бережное» воздействие на процесс. При этом важно обеспечить значение
с помощью последовательности прямоугольных импульсов. Данные способы изначально предотвращают ситуацию выхода параметров процесса за пределы области ограничений, осуществляя «бережное» воздействие на процесс. При этом важно обеспечить значение ![]() , превышающее величину шумов.
, превышающее величину шумов.
Как и в предварительном тестировании в ходе основного осуществляется поочередное изменение всех MV, DV. При этом недопустимо одновременное изменение двух и более переменных, препятствующее идентификации кривой отклика CV в ходе построения модели процесса. Результаты тестирования используются для построения дискретной модели (FIR, FSR) и параметрической модели (передаточной функции) для каждой динамической связи процесса.
Критически важной особенностью модели, построенной на основе результатов тестирования является область ее применения. Если технологический процесс обладает ярко выраженной нелинейностью, эксплуатируется при различных режимах либо различных видах сырья, то рассчитываемые моделью уставки MV могут оказаться неприемлемыми. Проблема частично решается при наличии в системе APC встроенных функций адаптации или калибровки модели. Если же такие функции отсутствуют, то крайне важно до проведения тестирования выявить возможность возникновение такой проблемы.
Ранее отмечалось, что процедура комплексного предварительного обследования технологического процесса позволяет на основе истории процесса и его компьютерной модели определить технологический режим и вид сырья, наиболее характерные в ходе эксплуатации. Данная процедура также позволяет выявить множество режимов и видов сырья. В этом случае вводятся критерии, позволяющие оценить отличительные признаки различных видов технологических режимов (сырьевая нагрузка, температура в аппарате, активность катализатора и др.) и/или видов сырья (концентрация ключевого сырьевого компонента, расход сырья и т.д.). Далее оценивается продолжительность эксплуатации процесса при выявленных отличительных условиях. Наиболее продолжительные технологические режимы и/или виды сырья рассматриваются, как характерные. Далее проводится серия экспериментов (тестирований) для каждого характерного технологического режима и/или вида сырья (рис. 4).